










SMT雙軌與單軌線體比較
發布時間:2025-12-22 16:33:39 分類: 新聞中心 瀏覽量:65
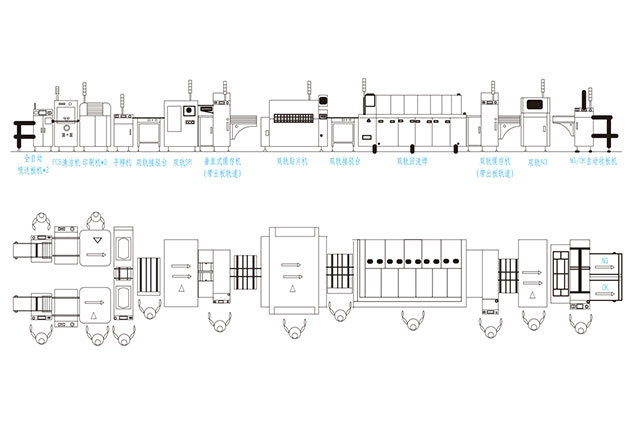
在SMT車間生產線中,單軌與雙軌線體的選擇直接影響產能效率、成本控制與生產靈活性。二者核心差異體現在作業模式上,單軌線體采用單一傳送軌道串行作業,雙軌線體則通過雙軌道并行運作實現高效協同,適配不同生產需求。
生產效率方面,雙軌線體優勢顯著。其依托異步傳送模式,當一條軌道進行貼片作業時,另一條軌道可同步完成PCB傳送與定位,徹底省去單軌模式中“傳送-等待”的空窗期,設備利用率可提升30%以上。以主流貼片機為例,雙軌模式理論速度較單軌提升20%-40%,尤其適合高頻貼裝的大批量生產。單軌線體因串行作業存在固有等待時間,效率相對較低,但能滿足中小批量生產的基本需求。
適用場景上,二者分工明確。雙軌線體適合大批量、少換線的單一品種生產,如消費電子等標準化產品,但其換線靈活性差,且受軌道設計限制,難以適配大尺寸PCB。單軌線體結構簡單,換線便捷,更適合小批量、多品種的生產場景,能快速響應多樣化訂單需求,對PCB尺寸的兼容性也更優。
成本與穩定性層面,單軌線體初期設備投入低、維護簡單,故障點少,適合預算有限的中小企業。雙軌線體雖能通過規模效應降低單位成本,但設備購置、調試及后期維護成本更高,且雙軌協同對控制系統要求嚴格,若程序優化不當易出現等待浪費等問題。
綜上,企業選擇需立足產品特性與訂單規模:大批量標準化生產優先雙軌線體以提升效率;小批量多品種生產則選擇單軌線體更具經濟性與靈活性。










 R9")









